
|
جزئیات محصول:
پرداخت:
|
| ماده: | A05 Ultra Chrome | کشورهاي: | 1 کامپیوتر |
|---|---|---|---|
| تحویل: | توسط هوا / دریا | استفاده از: | مهندسی پمپ |
| برجسته: | ,,slurry pump spare parts |
||
با توجه به رسوب، فرسایش جریان آب، خوردگی محیط، پروانه ی پمپ به تدریج پوشانده و خورد می شود. سطح تیغه اغلب شیارها یا رگه ها را تشکیل می دهد یا بوسیله کاویتاسیون آسیب می زند و برگ ها مانند سوراخ های لانه زنبوری و حتی سوراخ ها هستند. اگر تیغه با استومات ها، بولسترها یا سرباره های ریخته گری ریخته شود، سطح آن پس از رانندگی مستعد ابتلا به stomata یا حتی شکاف است. تنظیم هدفمند شاخص های عملکرد مواد، نشان دادن قدرت بالای چسبندگی و چقرمگی جذب انرژی، با مقاومت بالا به کاویتاسیون، آسیب سایشی و سختی.
به من بگویید که کد استاندارد را ندارید. ما می توانیم بلافاصله قیمت را نقل قول کنیم:
- به من نیازهای خود بدهید و می توانید قطعات یدکی را برای شما سفارشی سازید.
قطعات پمپ را می توان از مواد کروم، لاستیک یا سرامیک بالا برای عمر طولانی تر و کارایی بالاتر استفاده کرد.
مواد ارائه شده:
- کروم بزرگ کروم
-آهن انعطاف پذیر
-فولاد ضد زنگ
-لاستیک طبیعی
لاستیک مخصوص
پلی ¬ اورتان
پمپ مواد جایگزین:
1) مواد: D21، G01، A05 ...
2) مواد شفت: 45 #، 40Cr، SS304، SS315 ...
3) مواد آستین شفت: 3Cr13، 4Cr13، SS304، SS316 ...
4) مواد حلقه فانوس: 304، 316، PTFE، Cu ...
5) Bearing housing cover / bearing end material cover: G01، D21 ...
6) مواد جانبی قسمت مرطوب: A05، A07، A49، A51، A33، A61، R08، R26، R33، R38، ، S01، S12، S21، S42، S50، U01، EPDM، PU، CR ...
روش های متعددی برای تعمیر پروانه های پمپ گریز از مرکز فلز وجود دارد از قبیل پوشش کامپوزیت پلیمر ARC، پوشش پودری (جوشکاری)، پوشش رزین اپوکسی و تعمیر کامپوزیت لاستیک و نایلون. همچنین از جنس استنلس استیل، پوشش و غیره وجود دارد.
روش های تعمیرات رایج:
1، روش تعمیر سیم مسی
برای کاویتاسیون به شکل پیکواله، تا زمانی که سوراخ ها به قطعه متصل نباشند، می توان از سوراخ سوراخ با سیم مسی عبور کرد و می توان از ماله استفاده کرد. قبل از پردازش، سطح تیغه باید با زنگ و خاک پاک شود، سپس اکسیژن در منافذ با شعله اکسیژن استیلن خاموش شود، سپس ضخامت مناسب سیم مسی به سوراخ پر می شود و مس با یک چکش اشاره می شود. سیم فشرده شده و به سوراخ فشار داده می شود و با یک فایل مسطح می شود.
2، روش جوشکاری گاز
پروانه بر روی یک زغال چوب قرار داده شده و به دمای 400 تا 500 درجه سانتی گراد گرم می شود. قلع در مفصل ترمیم شده آویزان می شود و سپس رشته های برنجی به شیار یا سوراخ ذوب می شود تا شعله با اکسیژن استیلن ترمیم شود. پس از جوشکاری، آتش زغال چوب برداشته می شود و آزبست حذف می شود. هیئت مدیره با عایق پوشانده شده است تا اجازه دهد که تیغه ها به آرامی خنک شوند تا از ترک خوردن جلوگیری شود. پس از جوشکاری، ابزار خسته کننده برای پایان دادن به ماشینکاری با توجه به خط اصلی استفاده می شود.
3، روش تعمیر اپوکسی رزین
با توجه به نسبت مخلوط و سفارش، مقدار مناسب رزین اپوکسی، اتیلنیدامین، دیابوتی فتالات و استون را در یک ظروف سفارشی کنید و خوب مخلوط کنید. هنگام مخلوط کردن با ویسکوزیته چسب، توجه کنید و مقدار استون را در مقدار مناسب اضافه کنید. رزین اپوکسی آماده در عرض 20-30 دقیقه استفاده می شود. برای انتخاب رزین اپوکسی از یک برس پشمی استفاده کنید، سطح تیغه را با بولستر و منافذ برسید. هنگام مسواک زدن، از یک مخروطی تیز استفاده کنید تا به آرامی از درون حفره ها و حباب ها در میان منافذ خارج شود. اعمال کنید تا آنجا که ممکن است و به آرامی با اسکرابر خراشید. واقعی پس از آن که رزین اپوکسی برای 1-2 ساعت درمان می شود، آن را 2 تا 3 بار دوباره بشویید. هنگام استفاده از یک قلم مو، مطمئن شوید که سطح تیغه صاف و صاف باشد. پس از پایان نقاشی، پروانه در محیطی با درجه حرارت 20-30 درجه سانتیگراد و رطوبت نسبی نسبتا کم قرار می گیرد و به آرامی برای 48 ساعت نگهداری می شود. پس از اینکه رزین اپوکسی به طور کامل درمان می شود، کانتور پروانه و پیشانی در لایه سطحی با یک فایل یا یک سندر بریده می شود.
4، روش اصلاح فولاد شتاب
فولاد سریع تشکیل دهنده چسبنده سیمان قبل از خمیر است. این استحکام بالا، سختی بالا، بدون انقباض و زنگ زدگی پس از درمان است. این مناسب برای پر کردن منافذ، ترک، بلستر و غیره در فولاد، آهن و دیگر مواد فلزی است. با اثر باندینگ قوی اصلاح شده است. قبل از تعمیر، زنگ زبری و خاکی را در اطراف منطقه تعمیر شده تمیز کنید و آن را سنگین کنید. کلوئید در لوله های پلاستیکی فولاد سریع شکل گرفته و مواد دو رنگ مختلف هسته و پوست بیرونی ژل به سرعت و به طور کامل به یک رنگ (حدود 1 تا 2 دقیقه) تقسیم می شوند تا دستیابی به گرما تولید و نرمی. قبل از اینکه کلوئید فولاد کلوئیدی بایستد جامد شود، به محل احتیاج احتیاج دارد و در طی فرآیند جامد سازی کلوئید با افزایش نیرو (دست یا ابزار) فشرده می شود تا چسبندگی چسب بر روی تیغه افزایش یابد. بعد از اینکه فولاد قابل اشتعال سخت می شود، با یک فایل مسطح می شود.
5، روش اصلاح پوشش
قبل از پوشش، قطعه کاویتاسیون را با یک چرخ دنده تمیز کنید و سطح زنگ زدگی و باقی مانده را تمیز کنید تا بدنه فلزی روشن در معرض قرار گیرد، به طوری که لایه روکش و تیغه به طور جامد تر ترکیب می شوند. پس از تمیز کردن، پروانه در یک زغال چوب برای پیش گرم قرار داده می شود. از الکترود الکترود یا الکترود ضدزنگ به عنوان ماده تیغه استفاده کنید، بدون لایه برداری، آسیب، خشک کردن، رطوبت حذف، به منظور جلوگیری از حفره های هوا در جوش. هنگام جوشکاری، لازم است جوشکاری دور سفر را اتخاذ کنید، یا جوش متقاطع طبقه بندی شده را می توان اتخاذ کرد، و مقدار جوشکاری در هر زمان باید کمتر باشد تا از تراکم پره با حرارت جلوگیری شود و باعث تغییر شکل استرس شود. پس از تعمیر جوش، تیغه با یک سندر بریده شده است. پروانه تعمیر شده باید تحت آزمون تعادل ایستا قرار گیرد. به منظور جلوگیری از چرخش پروانه با سرعت بالا، نیروی گریز از مرکز به علت عدم تعادل وزن اضافی ایجاد می شود تا پمپ آب به ارتعاش برسد.
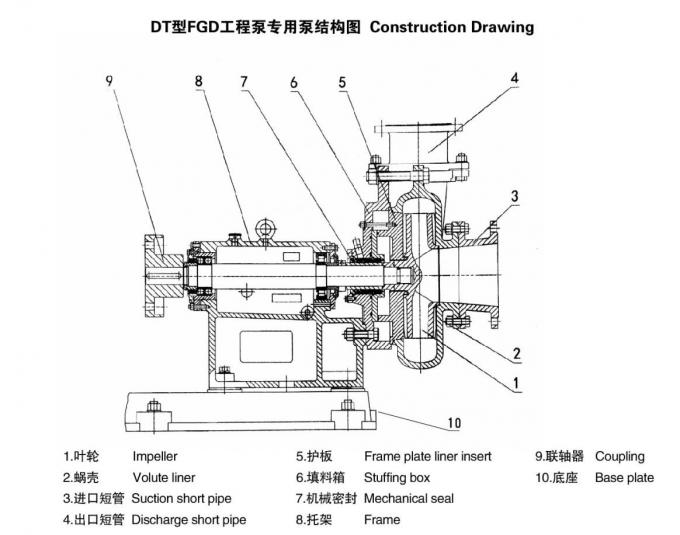
طراحی پمپ ساخت سری DT
تلفن: 86-- 031180809622
فکس: 86--031168050656
